- Do you need help? Here Us:
- (+2)02 22720946
- info@massaconsulting.org




Time-of-flight diffraction ultrasonic
For the detection and sizing of flaws in new and in-services welds and components.
How ?
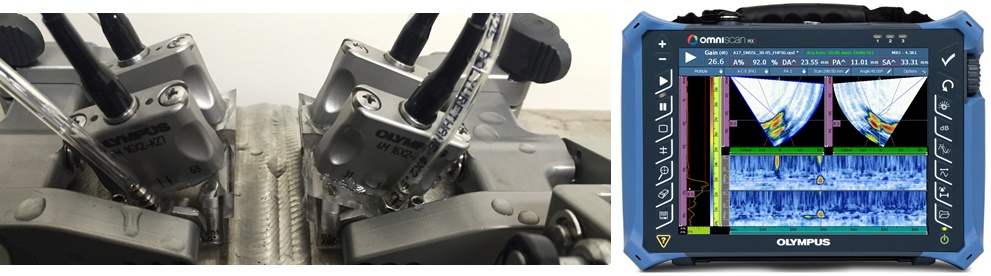
TOFD inspection employs two longitudinal wave (L-wave) angle beam transducers arranged symmetrically opposite facing each other, straddling the weld or base material under test. One probe act like a transmitter of ultrasonic energy while the other probe receives the ultrasound energy. The transducer, pulsar, and amplifier characteristics are selected to generate as broad distribution of energy as possible over the material under test providing full weld coverage.
Applications includes but not limited to:
- Weld Inspection